






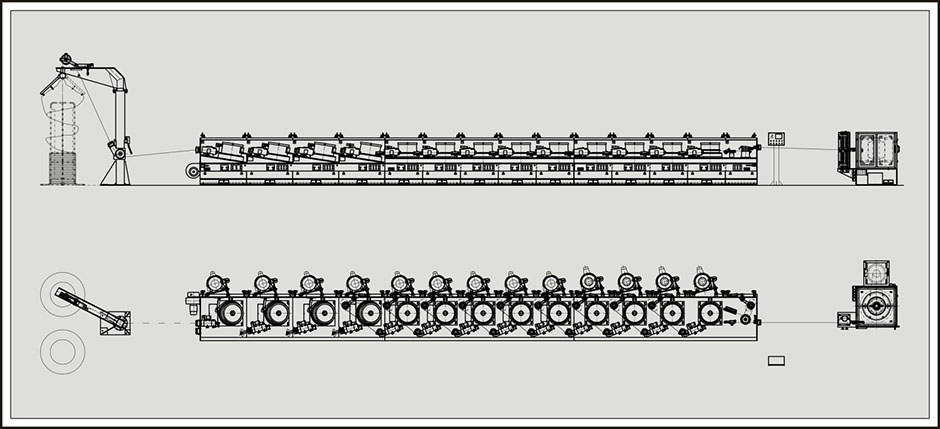
د مستقیم تار ماشین ځانګړتیا د فولادي تار دی چې د یو ټاکلي لوړوالي بلاک شاوخوا پوښل کیږي او بیا د راتلونکي ډراینګ ډای ته ننوځي، په بل بلاک باندې پوښل کیږي. په مینځ کې هیڅ پلی، لارښود رولر یا د فشار رولر نشته، د فولادي تار د بلاکونو مستقیم کرښې لپاره چلیږي، کوم چې د تار د انځور کولو په پروسه کې د تار خمیدل کموي. سربیره پردې، په انځور کولو کې به شاته فشار وي چې د انځور کولو ځواک کمولو، د انځور کولو اغوستل کمولو او د ډای د کارولو ژوند اوږدولو، د بریښنا مصرف کمولو او نورو ګټو وړتیا لري.
د محصول د عملیاتو مرحلو معرفي کول
غوښتنلیکونه
دا د پسرلي د فولادو تارونو، د مالګې تار، د رسیو لپاره د فولادو تارونو، د آپټیکل فایبر فولادو تارونو، د CO2 شیلډ ویلډینګ تارونو، د آرک ویلډینګ لپاره د فلکس کور شوي الیکټروډ، د مصر د سټینلیس سټیل تارونو، او د المونیم پوښل شوي تارونو، د کمپیوټر د فولادو تارونو، او داسې نورو باندې تطبیق کیږي.


د مستقیم تار د نقاشۍ ماشین د لوړ سرعت تار د نقاشۍ ماشین دی. د دې اصلي ځانګړتیاوې دا دي چې ډرم د تنګ سلاټ ډوله اوبو یخ غوره کوي، کوم چې ښه یخ اغیزه لري؛ دا د لوړ لیږد موثریت او ټیټ شور لپاره د لومړي درجې قوي تنګ V-بیلټ او د لومړي درجې الوتکې دوه ګونی پوښونکی ورم ګیر جوړه غوره کوي؛ په بشپړ ډول تړل شوی محافظت سیسټم ښه خوندیتوب لري؛ د هوا فشار ټونینګ د باثباته نقاشۍ ډاډ ترلاسه کولو لپاره غوره شوی.


د محصول پیرامیټرې
| د مستقیم تار رسمولو ماشینتخنیکي پیرامیټرې | |||||||||||||
| ماډل (د بلاک قطر) ملي میتر | ۲۰۰ | ۳۰۰ | ۳۵۰ | ۴۰۰ | ۴۵۰ | ۵۰۰ | ۵۶۰ | ۶۰۰ | ۷۰۰ | ۸۰۰ | ۹۰۰ | ۱۲۰۰ | |
| د داخلي تار/MPa قوت | ≤۱۳۵۰ | ||||||||||||
| د بلاک شمېر | ۲~۱۴ | ۲~۱۴ | ۲~۱۴ | ۲~۱۴ | ۲~۱۲ | ۲~۱۲ | ۲~۱۲ | ۲~۱۲ | ۲~۹ | ۲~۹ | ۲~۹ | ۲~۹ | |
| د داخلي تار اعظمي قطر (ملي میتر) | 1 | ۲.۸ | ۳.۵ | ۴.۲ | ۵ | ۵.۵ | ۶.۵ | 8 | 10 | ۱۲.۷ | 14 | 16 | |
| د وتلو تار لږ تر لږه قطر (ملي میتر) | ۰.۱ | ۰.۵ | ۰.۶ | ۰.۷۵ | 1 | ۱.۲ | ۱.۴ | ۱.۶ | ۲.۲ | ۲.۶ | 3 | ۵ | |
| د انځور کولو اعظمي سرعت (متر/ثانیې) | ~۲۵ | ~۲۵ | ~۲۰ | ~۲۰ | ~۱۶ | ~۱۵ | ~۱۵ | ~۱۲ | ~۱۲ | ~8 | ~7 | ~6 | |
| د انځور کولو ځواک (kw) | ۵.۵ ~ ۱۱ | ۷.۵ ~ ۱۸.۵ | ۱۱~۲۲ | ۱۱~۳۰ | ۱۵~۳۷ | ۲۲ ~ ۴۵ | ۲۲ ~ ۵۵ | ۳۰ ~ ۷۵ | ۴۵ ~ ۹۰ | ۵۵~۱۱۰ | ۹۰ ~ ۱۳۲ | ۱۱۰ ~ ۱۶۰ | |
| د ترانسپورت سیسټم | د دوه درجې کمربند لیږد؛ دوه ګونی پوښ لرونکی د چینجي څرخونه؛ د سخت غاښ سطحې سره ګیربکس | ||||||||||||
| د سرعت تنظیم کولو طریقه | د AC فریکونسي تبادلې سرعت تنظیم کول یا د DC سرعت تنظیم کول | ||||||||||||
| د کنټرول لاره | د پروفیبس فیلډ بس کنټرول سیسټم، د لمس کولو سکرین شو، د انسان-کمپیوټر اړیکه، د اوږد واټن تشخیص فعالیت | ||||||||||||
| د معاش ورکولو طریقه | د سپولر تادیې، د لوړ تادیې چوکاټ، "—" ډول تادیې، بې له ځنډه د کار بدله | ||||||||||||
| د اخیستلو طریقه | د سپولر ټیک اپ سټروک ټیک اپ، د سر سټینډ ټیک اپ، او ټول کولی شي د کار بندولو پرته تار ټیک اپ کړي | ||||||||||||
| اصلي دنده | ورو ورو په ثابت اوږدوالي سره په اتوماتيک ډول ودرول شي، د تار مات شوی ازموینه وشي او په اتوماتيک ډول کار ودرول شي، د نوي تخنیکي پروسې په آزاده توګه د لیکلو لپاره هر بلاک پرې کړئ، کله چې محافظتي ډال خلاص وي نو په اتوماتيک ډول د ودریدو لپاره ورو کول، د هر ډول غلطیو معلوماتو او حل ښودل، د هر ډول چلولو معلوماتو تفتیش او کنټرول | ||||||||||||
| هغه مواد چې رسم کیدی شي | د فولادو تار (لوړ، منځنی، ټیټ کاربن فولادو تار، د سټینلیس فولادو تار، د پری ټینشن فولادي تار، د مالګې تار، د ربړ ټیوب تار، د پسرلي فولادو تار، د کوډ تار او داسې نور) د ویلډینګ تار (د هوا محافظت ویلډینګ تار، ډوب شوي آرک ویلډینګ تار، د فلکس کورډ تار او داسې نور) برقي تار او کیبل (د المونیم پوښل شوي فولادي تار، د مسو تار، د المونیم تار او داسې نور) د الیاژ تار او د فلزي تار نور ډولونه | ||||||||||||
| یادښتونه: ټول پیرامیټونه ممکن د اصلي وضعیت سره سم بدل شي. |
|
|
|
|
| ||||||||





